


Using the H-Cube Mini Plus in the Continuous Flow Synthesis of Drugs - How Flow Chemistry Can Facilitate API Research
In this application note we feature 3 remarkable pieces of research to highlight new ways of implementing continuous flow methodologies in pharma using ThalesNano instruments.

Transforming a crude mixture from a hydroformylation step in continuous flow
In this Application Note we demonstrate how using the ThalesNano Instrument System will yield valuable fuel additives

Fast and Efficient Deuteration in Continuous Flow Using the H-Cube® Advance Flow Reactor
Deuterium-labeled compounds are widely used as research tools in chemistry: for proving reaction mechanisms, for investigation of a compound’s pharmacokinetic properties, as internal standards in MS, or for compound structure determination in NMR.

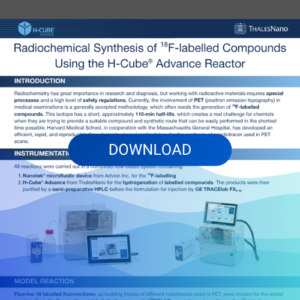
Radiochemical synthesis of 18F-labelled compounds
In this application note we demonstrate the first application on flow hydrogenation for the development of a PET radiotracer in a fast, efficient and reproducible way, with the H-Cube® Advance flow reactor.
Asymmetric hydrogenation using H-Cube continuous flow reactor
Catalytic asymmetric hydrogenation is one of the most efficient and convenient methods for synthesizing optically active compounds, which are widely used in the pharmaceutical and fine chemical industries.

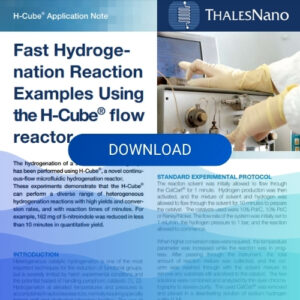
Fast hydrogenation reaction examples using the H-Cube
The hydrogenation of a series of functional groups has been performed using H-Cube. These experiments demonstrate that the H-Cube can perform a diverse range of heterogeneous hydrogenation reactions.
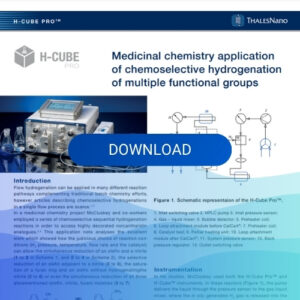
Medicinal chemistry application of chemoselective hydrogenation
In a medicinal chemistry project McCluskey and co-workers employed a series of chemoselective sequential hydrogenation reactions in order to access highly decorated norcantharidin analogues. This application note analyses their excellent work.
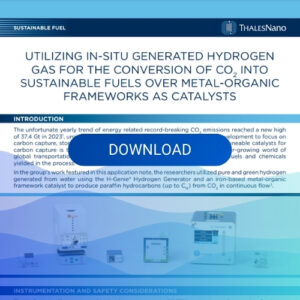
Utilizing In-Situ Generated Hydrogen Gas for the Conversion of CO2 into Sustainable Fuels over Metal-Organic Frameworks as Catalysts
The group produced paraffin hydrocarbons (up to C16) from CO2 in continuous flow from hydrogen and metal-organic frameworks as catalysts.
Applying Continuous Flow Technologies for the Valorisation of Low-Cost Raw Materials into Useful Petrochemicals, Fuels, and APIs
In this application note, we feature the work of Carlos Afonso’s group centered around furfural and the work of Prof. Dr. Jeroen Anton van Bokhoven’s group.
High-Pressure Continuous-Flow Hydrogenation of Functionalized Pyridines
The H-Cube® Advance flow hydrogenation reactor is capable of performing reactions at 150 °C and 100 bar safely. The reactor's improved mixing efficiency coupled with high temperature and pressure abilities means difficult reactions can be performed in minutes.
Automated hydrogenation using the H-Cube continuous flow reactor
The pharmaceutical industry is continually searching to automate techniques for rapid optimization or library production. The automation of hydrogenation is one of those processes that is drawing high interest due to its frequency in drug synthesis.
Catalyst screening and profiling with the H-Cube systems
ThalesNano is already well-known for its novel solutions in revolutionizing heterogeneous catalytic hydrogenations with its H-Cube hydrogenator, while the expanded H-Cube series of fixed bed reactors offers a broad range of chemistry applications.
Synthesis of nanoparticles and their efficient use for reductions
In this application note we demonstrate the results of newly developed Pd, Ni nanocomposites and immobilized Ir complex catalysts for a wide range of chemical applications in the H-Cube and H-Cube Pro systems.
Ullmann-type reductive homo-coupling reactions at RT
In this application note we summarize the preparation of biaryls in a safe, fast and environmentally friendly continuous flow protocol of Feiz et al., where our H-Cube Mini™ reactor has been applied in a non-traditional way.
Sonogashira and Suzuki reactions with the H-Cube
When utilizing the “No H2” mode of the system, the H-Cube acts like a general flow reactor capable of performing other heterogeneous reactions at temperatures and pressures up to 100°C and 100 bar, respectively.
Automated Injection, Sampling and Real-Time Analysis in the Continuous Flow Hydrogenation of a Nitro Moiety on an API Precursor
In this note we demonstrate how the H-Cube® Pro instrument can be coupled with an automatic liquid handler (“Autosampler”) from Brooks, as well as a Spinsolve® in-line NMR spectrometer from Magritek, to perform nitro group hydrogenations.

Coupling a Spinsolve® NMR spectrometer to an H-Cube® Pro flow reactor for fast reaction optimization
In this application note, we have integrated a Spinsolve 80 ULTRA benchtop NMR spectrometer from Magritek with an H-Cube® Pro flow reactor.

Synthesis of Agrochemical Compounds with the H-Cube® Advance Flow Reactor
In this application note we provide information from patents from major agrochemical companies, Syngenta and Dow Agrosciences, where flow chemistry was used for the synthesis of active compounds.
Deprotection reactions using the H-Cube continuous flow reactor
Protecting groups play a central role in modern organic synthesis. Benzyl groups and Cbz groups are some of the most commonly used protecting groups and play a central role in the protection of alcohols, carboxylic acids and amines.

Increased throughput delivered by the H-Cube Pro
The H-Cube Pro offers greater hydrogen production capability. The reduction of 2,4-dinitroanisole was chosen as a model reaction as it has high hydrogen demand (6 mol H2 per 1 mol substrate) and involves reduction of two nitro groups.

H-Cube Mini Plus – Application Overview
If you are looking for reaction examples with H-Cube Mini Plus, download our application overview. This short guide will help you to perform various types of hydrogenation reactions easily in a safe and efficient manner.
Rapid catalyst screening for Sonogashira coupling
In “No H2” mode, the H-Cube reactor can perform reactions at temperatures and pressures up to 100 °C and 100 bar, respectively in the absence of a reagent gas. In this application note we will be focusing on Sonogashira chemistry.



Facile and Quick Optimization of a Small- and Large-Scale Synthesis on the Same Phoenix™ -H-Genie® Platform
In this application note, we demonstrate a method to optimize laboratory- to production-scale reactions using the Phoenix™-H-Genie® platform. This approach maintains reaction reproducibility in a cost-effective and space-efficient manner.

Kilogram scale synthesis of a Linezolid analogue intermediate
In this work, we present a large scale, two-step tandem technique for the synthesis of a Linezolid analogue key intermediate via the N-arylation of morpholine followed by a nitro group reduction in a flow reactor system.

Catalytic hydrogenation of Difluoro-nitrobenzene using the Premex Apart high-pressure reactor and the H-Genie® hydrogen generator
In this paper, we showcase a batch application mode of the H-Genie®. By connecting the unit to the Premex Apart batch reactor, we performed the reduction of difluoro-nitrobenzene, a building block for API R&D.
Scaling-up a hydrogenation reaction in continuous flow
In this in-house reasearch, having the H-Genie® hydrogen generator and Phoenix™ Flow Reactor in our hands, we decided to scale-up the nitro reduction of methyl-4-nitrobenzoate to reach an input of 0.6 mol/hour of starting material.

Scalable Deuteration Reactions in Continuous Flow and Batch - Generating D2 Gas Using ThalesNano's H-Genie®
In this application note we feature the H-Genie® as an option for generating deuterium gas with up to 1000 NmL/min flow rate and 100 bar pressure.



Facile and Quick Optimization of a Small- and Large-Scale Synthesis on the Same Phoenix™ -H-Genie® Platform
In this application note, we demonstrate a method to optimize laboratory- to production-scale reactions using the Phoenix™-H-Genie® platform. This approach maintains reaction reproducibility in a cost-effective and space-efficient manner.
Kilogram scale synthesis of a Linezolid analogue intermediate
In this work, we present a large scale, two-step tandem technique for the synthesis of a Linezolid analogue key intermediate via the N-arylation of morpholine followed by a nitro group reduction in a flow reactor system.
Polymerization and Grafting onto Particle Surfaces via Continuous Flow Chemistry
A facile method was demonstrated to synthesize homopolymers and block copolymer grafted inorganic particles using continuous flow chemistry in an environmentally friendly aqueous media using the Phoenix™ Flow Reactor.
High Pressure CO2 activation in gas phase with the Phoenix™
This application note evaluates the performance of the Phoenix™ Flow Reactor and the Gas Module in the production of value-added chemicals (other than methane) from a low-cost renewable carbon dioxide source.
Versatile chemistry examples performed on the Phoenix™
In this application note, we demonstrate the flexibility of the Phoenix™ Flow Reactor by presenting various applications such as N-substitution, thermal Boc-removal, scalable Claisen-rearrangement, and synthesis of soluble polyphosphate anions.
Transforming a crude mixture from a hydroformylation step in continuous flow
In this Application Note we demonstrate how using the ThalesNano Instrument System will yield valuable fuel additives.
Utilizing In-Situ Generated Hydrogen Gas for the Conversion of CO2 into Sustainable Fuels over Metal-Organic Frameworks as Catalysts
The group produced paraffin hydrocarbons (up to C16) from CO2 in continuous flow from hydrogen and metal-organic frameworks as catalysts.
Ethanol oxidation with heterogeneous catalysis in flow
With the combination of ThalesNano’s Phoenix™ Flow Reactor and Gas Module, a reactor system has been built, which is capable to control high temperature–high pressure triphasic gas-liquid-solid reactions providing a safe and efficient environment.
Green and sustainable production of N-alkyl imidazoles
Ionic liquids have gained great interest during the last three decades due to their green and sustainable behavior along with their added versatility as solvents. N-Alkylimidazole derivatives are key intermediates for the synthesis of quaternary ionic liquid salts.
Direct alkylation of N-heterocycle under het. catalytic conditions
Flow reactors can be utilized to implement high temperature and high pressure chemical reactions. With this, chemists can move towards extending the accessible chemical parameter space to access new molecules and applications.
Scaling-up a hydrogenation reaction in continuous flow
In this in-house reasearch, having the H-Genie® hydrogen generator and Phoenix™ Flow Reactor in our hands, we decided to scale-up the nitro reduction of methyl-4-nitrobenzoate to reach an input of 0.6 mol/hour of starting material.
Using an IR Spectometer from Mettler Toledo for In-Line Analysis of Continuous Flow Experiments
In this application note we feature the ReactIR™ 702L by Mettler Toledo coupled with ThalesNano’s Phoenix™ Flow Reactor system to highlight key advantages and showcase a study for all chemists looking for a convenient platform for high-pressure, high-temperature continuous flow reactions with in-situ H2 generation and in-line IR spectroscopic analysis.

Exploiting the advantages of ThalesNano Instruments in Continuous Flow Polymerizations
The two research papers featured in this application note provide great insight into the uses of continuous flow technology in the fields of polymerization and polymer functionalization.
Applying Continuous Flow Technologies for the Valorisation of Low-Cost Raw Materials into Useful Petrochemicals, Fuels, and APIs
In this application note, we feature the work of Carlos Afonso’s group centered around furfural and the work of Prof. Dr. Jeroen Anton van Bokhoven’s group.
Fast and continuous transfer hydrogenation of aromatic nitriles
The reduction of nitriles is one of the most common routes to synthesize primary amines, which are key intermediates in fine-chemical, pharmaceutical, and agricultural industries. Both direct and transfer hydrogenation can be used for this purpose.
Safe and efficient Diels-Alder cycloaddition reactions
Modern flow chemistry methods offer new chemical space for drug discovery programs: novel compounds can be synthesized in dedicated high temperature/high pressure (high T/p) reactors, while reaction times can be shortened dramatically.



Applying Continuous Flow Technologies for the Valorisation of Low-Cost Raw Materials into Useful Petrochemicals, Fuels, and APIs
In this application note, we feature the work of Carlos Afonso’s group centered around furfural and the work of Prof. Dr. Jeroen Anton van Bokhoven’s group.
Gaseous reagent organic chemistry makes easy
Reactions such as carbonylation or oxidation can now be performed on the H-Cube® Pro at the same high pressure and ease of use, extending the reactor’s chemistry capacity significantly, as it is presented in this application note.
High Pressure CO2 activation in gas phase with the Phoenix™
This application note evaluates the performance of the Phoenix™ Flow Reactor and the Gas Module in the production of value-added chemicals (other than methane) from a low-cost renewable carbon dioxide source.
Ethanol oxidation with heterogeneous catalysis in flow
With the combination of ThalesNano’s Phoenix™ Flow Reactor and Gas Module, a reactor system has been built, which is capable to control high temperature–high pressure triphasic gas-liquid-solid reactions providing a safe and efficient environment.



Thiol-ene click reaction in a PhotoCube™
In this study, thiol-ene click reactions were conducted under batch and continuous flow conditions, showcasing the versatility of the PhotoCube™.
Two-step telescoped photocatalytic Minisci reaction
Continuous flow technology enables the acceleration of the reaction, furthermore, multiple synthetic steps can be merged into one sequence with careful planning, resulting in higher yields.
